

Supply chain activities involve converting the natural resources or raw materials into final products which can be accessed by the end-user(customer). Supply chain management, thus, can be considered as an integral part of most businesses and is an essential one for a company to be successful as well as improve customer satisfaction. By supply chain management, it means that increasing the speed of getting a product delivered to the market in a finished state. There are lots of advantages with supply chain management, such as reducing the cost of doing business.
Big Data which is a collection of large volumes of data, can be used to optimize the supply chain. Big data if used correctly, can help your business in several ways. According to Mckinsey & Company, the full impact of Big data in the supply chain is restricted by two factors. One is the lack of capabilities in a company. In simple terms, many supply chain managers don’t have the proper knowledge of Big data analytics.
Hence, they lack the vision to see the things that can be made possible by Big data analysis. Secondly, many companies lack a structured process to explore the possibilities of Big data analysis. Businesses can run more efficiently, tackle risks, and improve their overall performance if advanced analytics with AI is implemented in the supply chain.
According to an article by Forbes, “Only decision-makers with the best and most informed understanding of their data can set the standard for their business’s success”. Artificial intelligence can create a tremendous impact on the supply chain, with its subsets machine learning and deep learning having a vast potential in supply chain management.
Quality of data should be given more importance than quantity. Data gathered should be relevant to your business. Understanding what data is suitable for your business is the most important thing, and after that, it should be tracked, captured and analyzed.
There are several ways by which Big data and machine learning if used correctly, can optimize the supply chain management.
Identifying issues- By making use of the machine learning algorithms, it is possible to locate machines that need some repair or having some failure. Losant Technologies is making use of IoT and machine learning for industrial predictive maintenance. By making use of machine learning algorithms to analyze various sounds from machines and so on can help identify the faults in machines. It would help save a lot of time for the industry.
Unscheduled downtime can be avoided – As mentioned before, by making use of machine learning algorithms, unscheduled downtime can be reduced. By using algorithms to track the process continuously can help avoid unscheduled downtime, thereby, increase the efficiency of supply chain management.
Predictive analysis is possible – Big data analytics provides scope for predictive analysis. By making use of Big data business can predict how the economy will change over time. Similarly, generate weekly forecast on how the sales will go for the week. A report by Deloitte, “Supply ChainTalent of the Future Findings from the third annual supply chain survey” also backs this point.
Delivery routes can be optimized – Geo analytics can help in solving many issues that are currently faced in the industry. Analyzing the GPS data can help reduce the wait time and can improve the driving up accuracy. A report by the Boston consulting group, “Making Big Data Work: Supply Chain Management” which proved an insight into how big data is being put to use in the supply chain also back this.
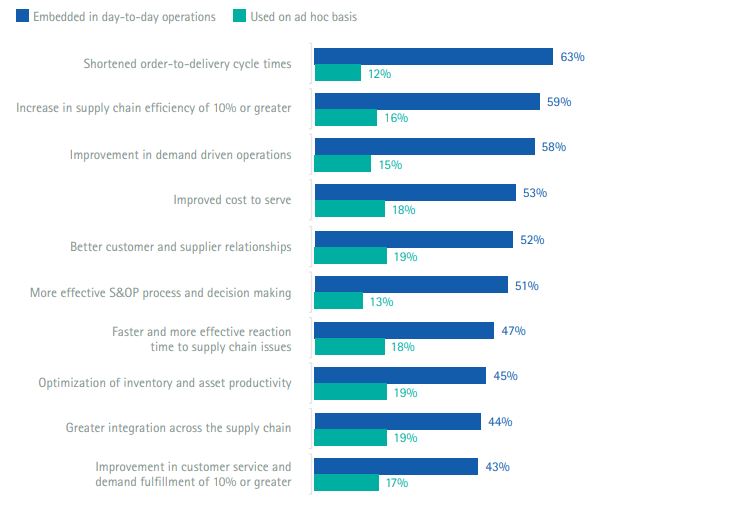
Big Data Analytics in Supply Chain: Hype or Here to Stay, a report by Accenture, states that by incorporating big data analytics into supply chain processes will help to obtain a shortened order-to-delivery cycle. Similarly, the report also explains that Faster and more effective reaction time to supply chain issues is possible by embedding Big data. The following graphic from the same report clearly shows the difference between the performance when big data analysis is embedded in day-to-day operations with ad-hoc basis.
There are several advantages of Analyzing big data for supply chain, and they are :
- Reduce cost- Data collected can be used to establish benchmarks, optimize the process and take well-planned decisions. Having easy access to data within the supply chain can help in making lots of important decisions and can find opportunities to reduce the cost.
- Big data analysis can help the supply chain managers to pick the right methods in the supply chain cycle. Even they can select the proper delivery method so that timely delivery is made possible, and thereby, customer satisfaction and experience can be improved.
- By analyzing historical data, risk mapping, and scenario planning management of risk is possible at the earliest in case of a risk.
- The efficiency of transportation can be improved – By analyzing data, we can track the movement of goods. In case of any unexpected events occurring during transit, proper actions can be initiated to solve the issue.
- Customer satisfaction increases- With timely delivery, which can be made possible by analyzing data will help to improve customer satisfaction. Customer feedback can be collected from various websites using data scraping or web scraping and can be then analyzed to improve customer experience further. Data analysis can even help the companies understand the changing needs of customers.
Data analysis, along with machine learning, have the potential to change the shape of the supply chain, but most companies haven’t started using analytics in their business. Big data analysis in the supply chain can lead to an increase in the volume of sales, production. It can even improve brand reputation, marketing methods, and so on.
Data as a whole is not a valuable commodity unless you start analyzing it and implementing those findings. With a well-thought-out process, supply chain professionals can make the most out of Big data and AI. The technology needed to analyze these data are here, and it’s time all companies should start using it. Big data will be around here for some time. Technology will further improve, so will be the demand for big data in the future.